�i�����j
�R���p�E���h�̑傫���@
�������ԑ����̃y�[�p�[�ڂ�������Ɖ��߂��Ă�������
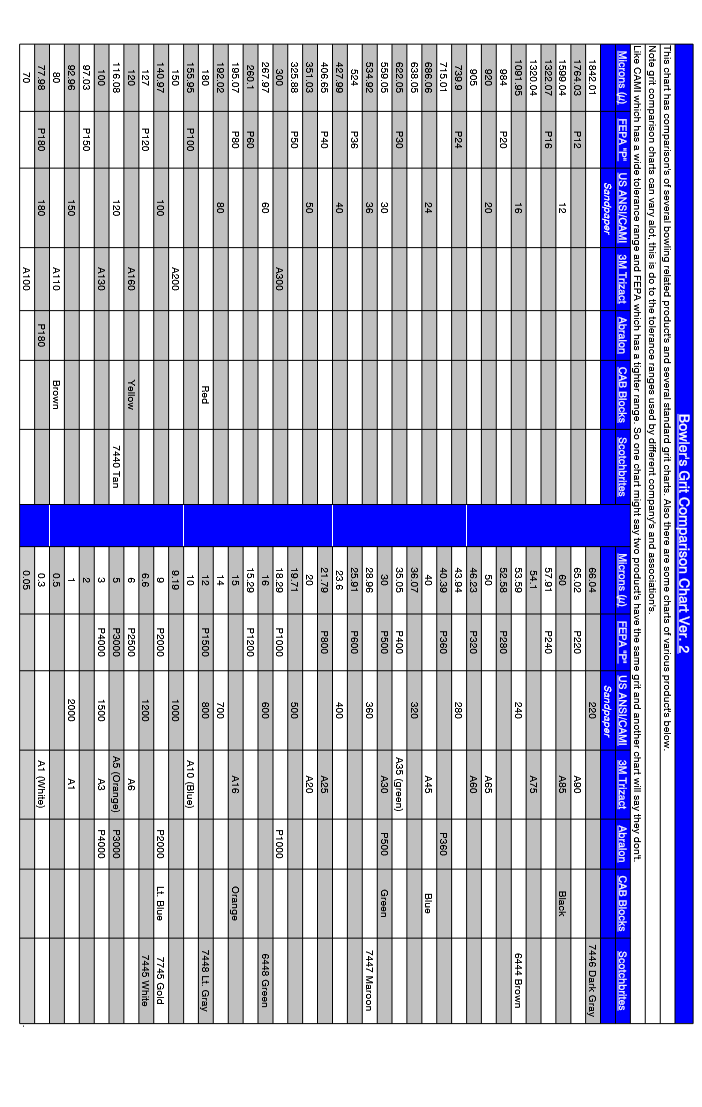
��1200-1500�ԑ����@6�`8�}�C�N�����[�g��
��2000�ԑ����@3�`5�}�C�N�����[�g��
��3000�ԑ����@1�`3�}�C�N�����[�g��
�R���p�E���h���ƂĂ��ׂ������Ƃ��킩��Ǝv���܂�
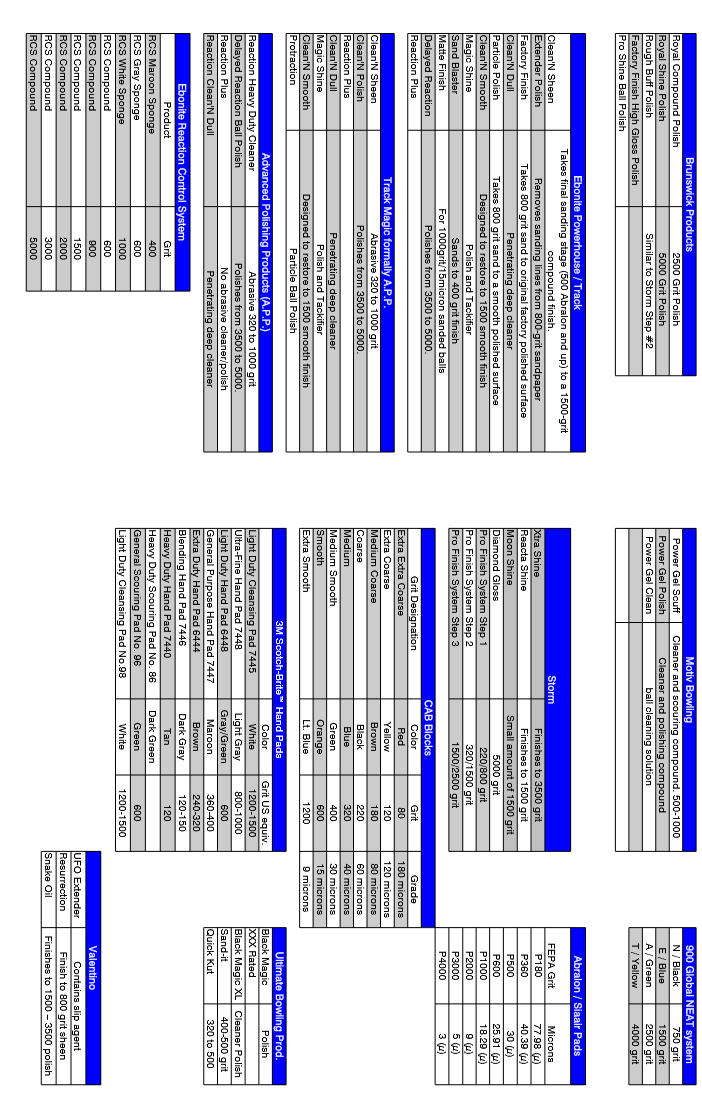
3M��Finesse-It�́@
��2000�ԑ����@3�`5�}�C�N�����[�g���ł�
�X�g�[��step2��
800�Ԃ��炢��Ǝv���܂��̂�
12�`16�}�C�N�����[�g����Ǝv���܂�
|